Automation
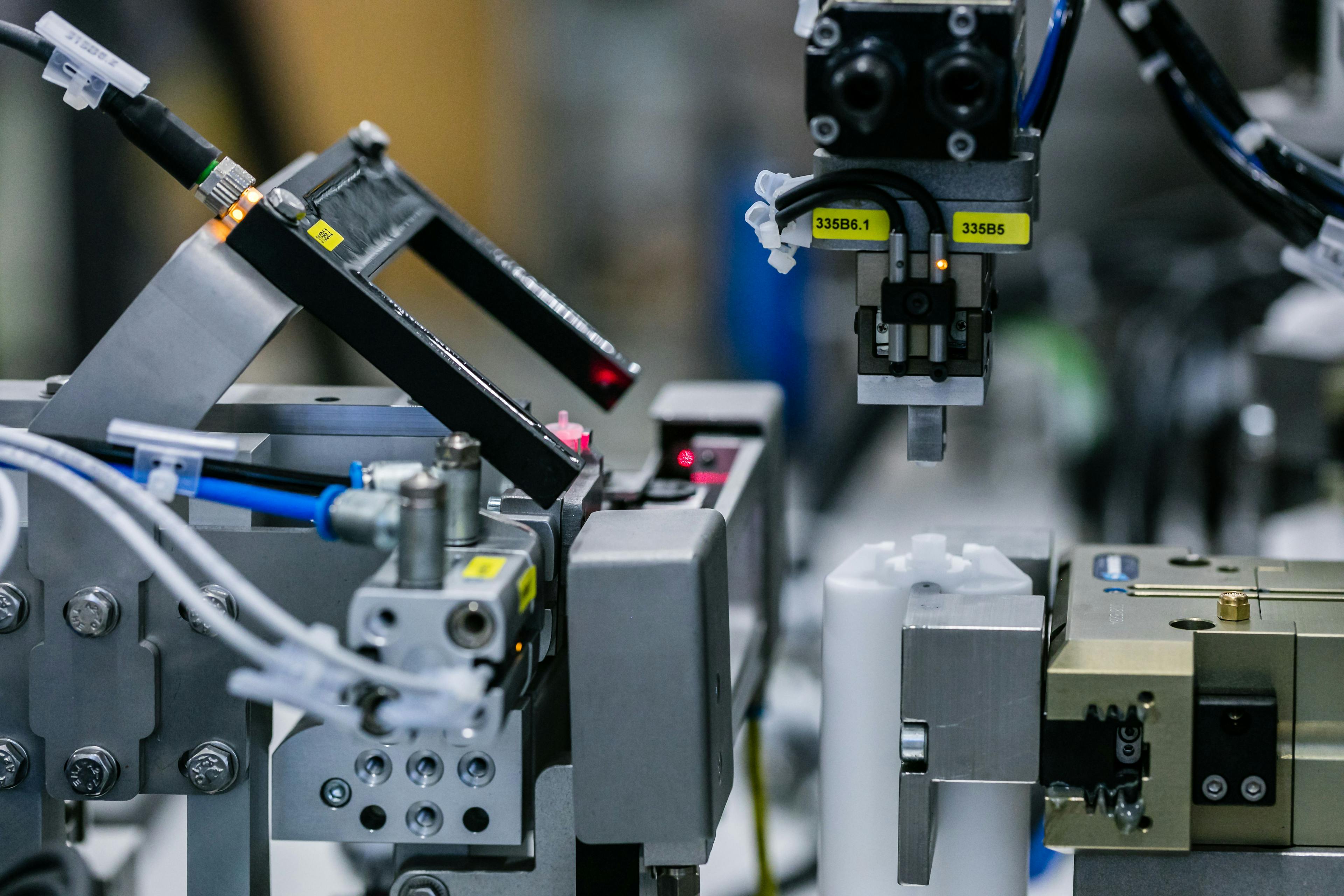
Roboter und Roboteranlagen, massgeschneiderte Automationslösungen für die Montagetechnik
Roboter und Roboteranlagen, massgeschneiderte Automationslösungen für die Montagetechnik
, Qualitätssicherung dank automatisierter Prüfsysteme und Automatisierung von manuellen Prozessen: aerne engineering entwickelt kundenspezifische Anlagen und Automationslösungen. Ein kompetentes Team aus Expert:innen konzipiert Anlagen und Maschinen und baut diese schlüsselfertig.Robotik + Handling
Montageautomation
Prüfautomation
Prozessautomation
Produkte für die Zuführtechnik - Zuführtechnik asba








Produkte für die Zuführtechnik - Zuführtechnik asba
Unter dem Markennamen asba automation stellt aerne engineering Produkte für die Zuführtechnik her. Das Angebot reicht von Schüttgutzuführung bis zu Teilevereinzelung.