





Benefits
Starting point
Before the automation system, the more than 60 different parts were checked for leaks with a separate system and labeled with a needle marking device. In addition, the collar rings were applied semi-automatically at an external site (high personnel costs). The snap rings and nuts had to be manually assembled in another process with a device, and the finished parts inserted in the packaging machine. Due to the various sites of the assembly and testing processes, the logistics costs were enormous.
Solution
- The operator performs a visual inspection of the parts and then places these in the 3 cavities of the insertion axes (3x).
- Once the 3 cavities are loaded with parts, the operator acknowledges this with a button, so that the insertion axes guide the parts into the system. Two insertion axes are installed so that one cavity is always available outside for the operator (buffer mode).
- The re-insertion handling unit fetches the parts with a 3-gripper head and feeds these to a passage control unit. During passage control, it is checked whether any casting defects seal the connections.
- If the three parts are OK, these are placed on the NC rotary indexing table (rotary indexing table 1) at station 1 in three cavities.
- At station 2, the parts are marked with the date of the test using a laser marking unit (Axnum/ACI laser).
- The leak test is performed at station 3. For this, all three cavities are lifted with a servo motor and the connections are sealed on all three sides via servo motors. The test objects are checked by three independent leak testing devices from Ateq.
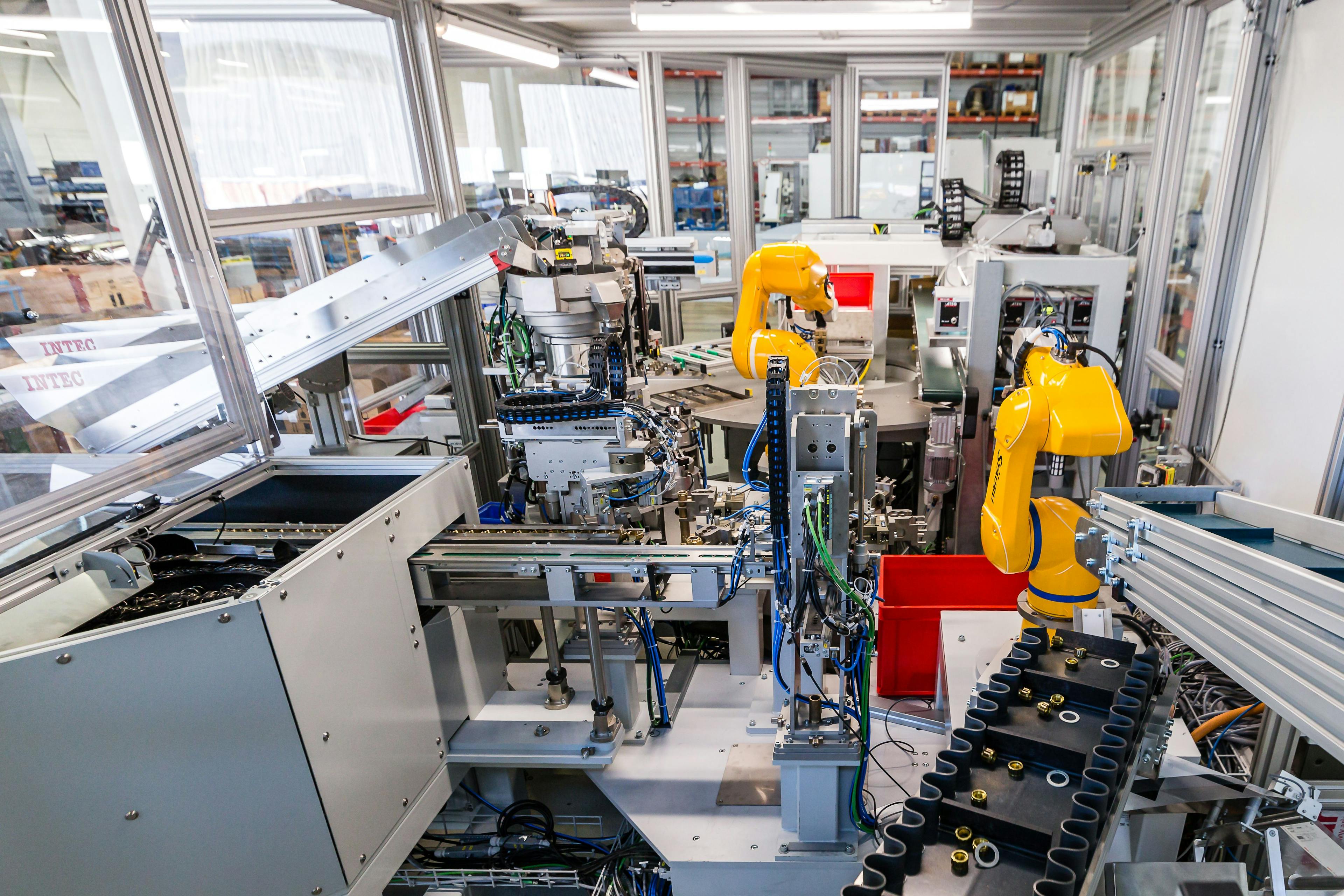
- At station 4, the tested parts are removed by robot 1 (Stäubli TX2-60). Robot 1 guides the parts serially in succession to the collar assembly stations until all connections have been furnished with a collar. A total of 3 collar stations are available, so that three different collars can be mounted.
- Robot 1 transfers the parts to rotary indexing table 2 at station 1 (made by Weiss GmbH). Then robot 1 moves back to its original position.
- The nut is assembled at station 2 (previous feed of nuts via spiral conveyor, buffer section with conveyor belt, separator).
- The snap ring is assembled at station 3 (previous feed of snap rings via spiral conveyor, buffer section with conveyor belt, separator).
- The completely assembled part is removed at station 4 by robot 2 (Stäubli TX2-60).
- Robot 2 brings the part to a camera, which checks the presence of all collars, the snap ring and the nut.
- Then robot 2 places the parts directly in the packaging system (inclined vertical "form, fill and seal" packaging machine) and then moves back to its original position.
- In addition to the part, four different additional parts can also be fed to the form, fill and seal machine. This is done via a carrier belt conveyor with chambers for the parts and four different feeders, accordingly.
- The parts packed in the bags fall downward and out of the form, fill and seal machine directly onto a conveyor belt, which brings these upward.
- At the end of the conveyor belt, the bags (several with each other possible) are fetched by another handling unit and are gently (low falling height) deposited in a double-frame half-pallet.
- From time to time, the double-frame half-pallet is changed manually.
Advantages for the customer
An automation system was developed and built which bundles all processes, including the final customer packaging, at one location. The logistics cost has been greatly reduced, since transport to other sites no longer takes place. Furthermore, personnel costs could be greatly reduced, since only one person is required to operate the system.


